




PENSTOCK PIPES FOR HYDROPOWER GENERATION PROJECTS
The Penstock is an integral component of Hydro Electric Power Generation Projects and have a Vital Role for smooth operation of the Turbines with controlled Turbulence under the surge of water in the system to maintain a constant Pressure. In general, Micro Hydro Power generation Projects in the Hill Terrains are based on high Head of water where quality Penstocks are essentially required to withstand a Pressure of 5 Mpa (51Kg/Cm2) or even more. It may not possible to achieve the desired standards of quality other than in a well established factory.
The factory of Mukat Pipes Limited is well equipped with all the facilities to undertake Inside & Outside welding of the pipe from 12 inch diameter up to 2540 mm diameter or even more is done by Submerged Arc Welding Process adopting procedure as per ASME SEC-IX and deploying Copper Coated wire EL-8/EH-14 (Gr.A/Gr.C) of classification AWS/SFA A5.17 as filler Rod alongwith Corresponding Flux Automelt Gr.-II/Gr.-IV of classification AWS/SFA A5.17 for continues welding to achieve best quality welds instead of doing with welding Electrodes (a Traditional Method) which can not give uninterrupted and uniform weld Beeds of the desired quality standards.
Mukat Pipes Limited is committed to conduct the stage Inspection for all the operations to Cross check and maintain the quality. Samples are drawn from the raw material as well finished Product for Testing in the well established in house mechanical Lab to meet the required Standards. The Raw materials in the shape of M.S Plates & HR Coils in accordance with the IS Specification and requirements undergoes for inhouse Testing in line with MILL Test Certificates Provided by the Manufacturers for conformity of the materials. Ultimately, Hydro Test is conducted for each & every Pipe at the designed Pressure on the Hydrotesting machine having a range from 12 inch diameter to 105 inch diameter for a varied length of the Pipe from 4 Meter to 12 Meter under the certification of Bureau of Indian standards.
Mukat Pipes are being extensively used as Penstocks/ Power Pipes on Hydro Electric Power Projects, utility services in Refineries, Fertilisers, Thermal Power Projects, Water supply Projects and other Industrial use for Government, Public & Private Sectors.
Mukat Pipes have a large Client base for Penstocks Pipes on Hydro Power Projects mainly in Himachal Pradesh, Jammu & Kashmir, Uttrakhand and other States, our Reputed Customers are M/s Shakti Hydro Electric Co. Pvt. Ltd. Chamba (H.P) M/s Sri Ram Syal Hydro Power Pvt. Ltd, Kullu (H.P) M/s Anubhav Hydel Power Pvt. Ltd. Chamba (H.P) M/s Ranga Raju Warehousing Pvt. Ltd. Rampur (H.P) M/s Regency Hydro Power & Motelresorts Pvt. Ltd. Poanta Sahib (H.P & Uttrakhand.) M/s IMP Energy Limited for J & K and many more in our list.
Apart from the Penstocks, the water is required to be Carried from a source situated at a distant Place with gravity flow to the Forebay Tank (SURGE SHAFT) for onward Transmission to the Turbines through Penstock under Pressure of the water Head. The conductor for carrying water may also Preferably be made out of M.S Pipes instead of open channel to avoid Blockage due to land sliding on the way, which may be difficult to clear without shutdowns. More over, the open channel is Prone to fatal Accident for the Animals/Birds or even human being Passing by the Alignment may get trapped in to it.
The civil construction of the channel may also develop cracks at the bottom particularly at the corners over a time period. There is a higher risk of cracks even in the RCC channel due to occurring of Trammers in the Zone which may lead to undetected water loss due to seepage/leakage considerably. Once the water finds its way to gush through the cracks may not be plugged even if it is detected and there may be a huge loss of water discharge through the channel. It is highly recommended that the water conductor of RCC channel may be replaced with SAW Spiral Pipes being the cost of both at Par but protecting the water loss & other factors to the greater extent.
The Mobile Plant is comprising of 3 Rolls Plate Rolling Heavy Machine equipped with Submerged Arc Welding (SAW) Machinery, Motorized moving trollies, Pipe Rotators, Mig Welding Machines, Welding Rectifiers to Carry out the Welding from Inside as well Outside of the pipes. Mobile Plant is deployed for Manufacturing the pipes at Project sites where the Diameter of the pipes exceeds the limits for transportation i.e. beyond 100 inch Diameter.
This Plant is also used for Manufacturing of Pipes of Heavy Thickness up to 25mm for Penstock pipes for Hydro Power generation Projects where the Water Head is very high (exceeding 200 Meters Head). The test pressure in such cases is conducted upto 51KG/Cm2. On the Hydro testing Machine having testing range for pipes from 12 inches to 100 inches Diameter and a single length up to 12 Meters. The Hydrotesting Machine is installed at Mukat Pipes Limited Works Rajpura, Distt. Patiala (Punjab)

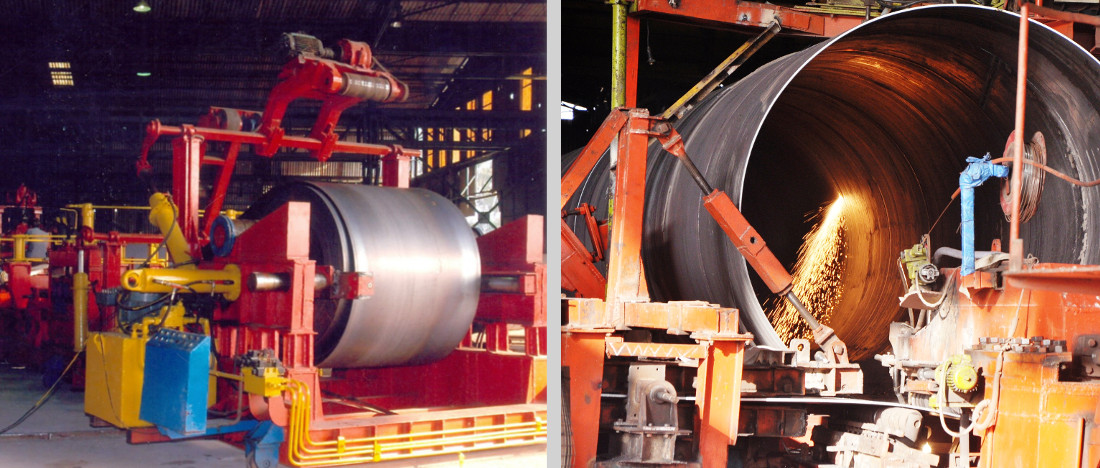
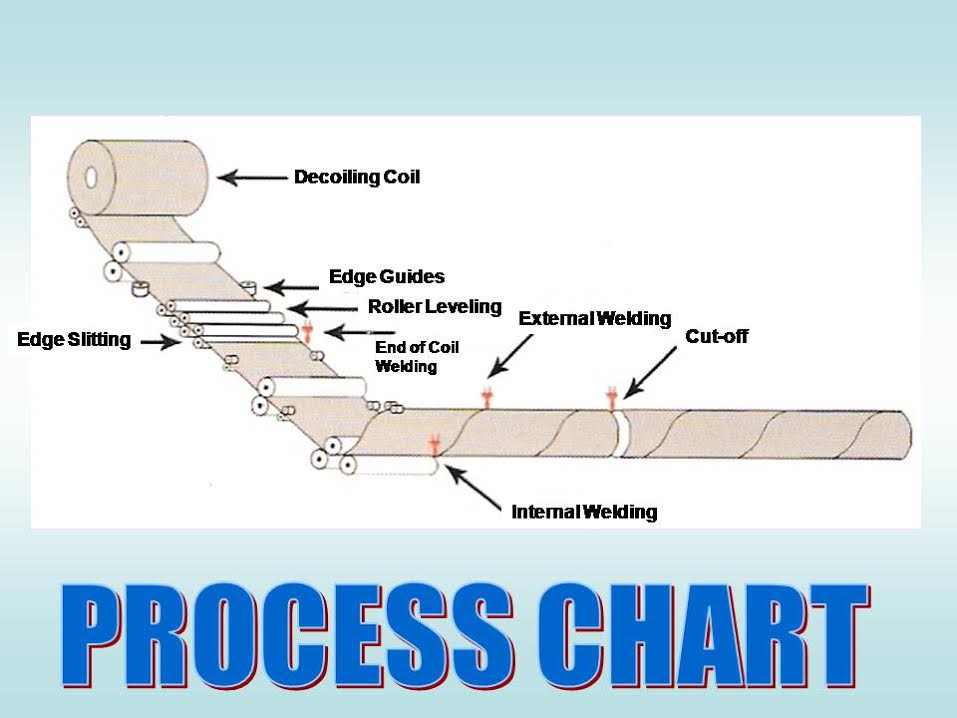
Helical Submerged Arc Welded Pipes or commonly called Spiral Pipes are made from hot rolled coils. The Spiral Pipe forming Mill. The Pipe Mill decoils the strip, straightens it, prepares the edges for welding and feeds it into forming station to form the coil into pipe with remote Control Pannel by the operator. The pipe is then Rolled on to the platform for visual inspection.
The pipe is then welded internally and externally using the most advanced Submerged Arc Welded Technology. Once formed and welded the pipe is cut to the required length, all operations being carried out simultaneously without halting the production process. The pipe then rolls onto the bench for visual inspection. The Edge beveling radiography, Ultrasonic testing, Hydrostatic Testing is carried out as per the relevant codes and the specifications to which the pipes are manufactured. The manufacturing process is useful & economical since the pipes in different diameters range can be formed using the same width of basic Raw Material (H.R.Coils) by Setting the forming angle from 10 Degree to 45 degree i.e. smaller the Angle, Larger the diameter of pipe and vise versa.
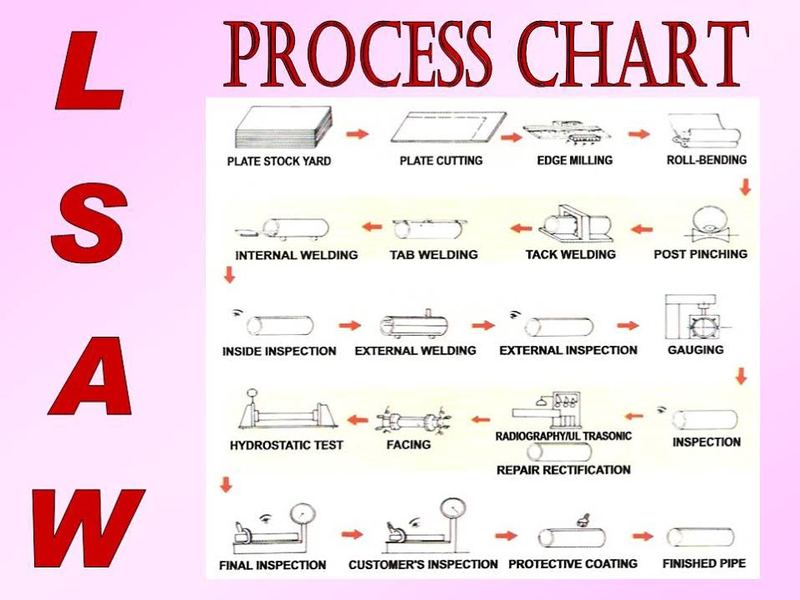
High quality plates are procured from well –known local manufactures like Steel Authority of India, Essar Steel , Tata Steel, or are imported from leading steel mills abroad. Thereafter, physical and chemical properties are checked in the laboratory and verified with the test certificates. These plates are accurately cut to the required dimension, edges are prepared as per manufacturing codes, and then fed into the rolling machine.
The plates are rolled in the rolling machine into cylindrical shape of lengths varying from 4-12 mtrs. After post pinch operation, the pipes are subjected to fit up & Tack welding by Mig Process for onward root run by MIG Process to provide back up for SAW. Thereafter, the longitudinal seam is submerged arc welded both from outside and inside, to form a strong weld joint followed by set Parameters of current & Voltage and monitored closely to ensure quality by the QA/QC Engineer.
The pipes are then moved to gauging station to achieve perfect roundness with a Hydraulically operated Press (Machine) to achieve the Perfect Profile. The pipe ends are beveled wherever required by the customer .Each pipe is subjected to strict quality control.
The pipes also undergo ultrasonic testing apart from radiography and hydrostatic testing as per the relevant codes and specifications to which the pipes are manufactured. Each pipe bears Sr.No., Specification, Size, Heat Number etc. for traceability as and when required.
Page 7 of 8
- You are here:
-
Home

- Uncategorised